

PVC░l┼▌─Š╦▄╔·«a╣ż╦ć╝░įOéõ
1ĪóPVC─Š╦▄╔·«a╣ż╦ć
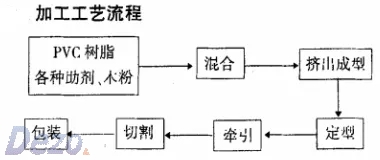
PVCśõų¼╝ė─ŠĘ█Īó╠╝╦ßŌ}Īóų·ä®ĮøĖ▀╦┘╗ņ║ŽÖC╗ņĄĮ╦∙ąĶ£žČ╚Ė∙ō■╠Ņ│õ┴┐£žČ╚ę╗░Ńį┌115Īµ-125ĪµŻ¼į┘└õ╗ņĄĮ50-40Č╚ū¾ėęĘ┼┴Žūį╚╗└õģs║¾╩╣ė├Ż║
1Īó ų▒Įėė├╗ņ║├Ą─Ę█┴ŽĮøÕFļpöD│÷ÖCöD│÷«aŲĘ▀@Š═╩Ūę╗▓ĮĘ©ĪŻę╗▓ĮĘ©╔·«aā׳c╩Ū▓╗ė├ųŲ┴ŻŻ¼╣Ø╩Ī┴╦ųŲ┴ŻįOéõ═Č┘Y║═╦«ļŖĪó╚╦╣żĪóįOéõĄ─ŠSūo│╔▒ŠŻ¼ĮĄĄ═╬’┴Žōp║─ĪŻĄ½ųŲŲĘ┘|┴┐║══Ōė^▓╗╚ńČ■▓ĮĘ©ĪŻ╠žäe╩Ū╔·æB─Š╩ŪĘ┬─Š▓─ė├ė┌╩ęā╚═Ōčbą▐ąĶėą═¼─Š▓─ę╗śėĄ──Š╝y─Ūę╗▓ĮĘ©Š═ļy┴╦Ż©ę╗▓ĮĘ©ę▓┐╔«a╔·─Š╝y╚ń├▄Č╚ū÷ĄĮ1.0╗“1.2ęį╔Ž,Ą½į÷╝ė│╔▒ŠŻ®ĪŻ
2, └õģs║├Ą─Ę█┴Žė├ÕFļpųŲ┴Żį┘ė├å╬┬▌ŚUöD│÷╝┤Č■▓ĮĘ©╔·«aĪŻā×╚▒³c┼c╔Ž├µŽÓĘ┤ĪŻ╔·æB─Š▓╔ė├Č■▓ĮĘ©╔·«a▌^└ĒŽļĪŻ
Č■Īó│╔ą═╣ż╦ć╝░įOéõ
┴╝║├Ą─╝ė╣ż╣ż╦ć║═įOéõæ¬▒ŻūC╬’┴Ž║═░l┼▌ä®╗ņ║ŽŠ∙ä“,▓ó▒Ż│ųūŃē“Ė▀Ą─ĪóĘĆČ©Ą─ÖCŅ^ē║┴”,╩╣┐┌─Żē║┴”ūŃē“┤¾║═ē║┴”ĮĄūŃē“┐ņ,ęį½@Ą├ą╬æB┴╝║├Ą─┼▌┐ūĪŻ
1.╗ņ┴Ž║═╬╣┴Ž
įŁ┴ŽĄ─╔·«a╣ż╦ćŻ║─Š└wŠS╩Ū╬³╦«ąį▌^ÅŖĄ─▓─┴Žę╗░Ń║¼╦«┴┐į┌15%ū¾ėę╔§ų┴Ė³Ė▀Ż¼¤oÖC╠Ņ┴Žę▓▀_ĄĮ5%ū¾ėęŻ¼Č°╦«║¼┴┐Ą─Ė▀Ą═╩Ūė░Ēæ╦▄┴Ž╠žäe╩Ū─Š╦▄╔·«aĘĆČ©ąį║═ųŲŲĘ┘|┴┐Ą─╠ņö│Ż¼╚ńė░Ēæ░l┼▌▒Č┬╩Ż¼ųŲŲĘĄ─╬³╦«┬╩Ż¼ųŲŲĘĄ─ūāą╬Ż¼ųŲŲĘĄ──═║“ąį║═Ųõ╦¹╬’└Ēąį─▄ĪŻ╦∙ęį╦«ĘųūŅ║├┐žųŲį┌1%ęįā╚ĪŻ┐žųŲ║├║Ž└Ē╦«ĘųĄ─└wŠS║═╠Ņ┴Ž-----╝ė╚ļĖ▀╗ņÖC└’-----╗ņĄĮ100Č╚-----╝ė╚ļ▀m┴┐Ą─┼╝┬ōä®----╗ņĄĮ110-115Č╚----ĻPĄ¶±R▀_▓╗äėĢr┤“ķ_╗ņ║ŽÖC┤¾╔w2-3ĘųńŖ-----╝ė╚ļPVC,ĘĆČ©ä®-----╗ņĄĮ80Č╚-----╝ėØÖ╗¼ä®╝░Ųõ╦¹ų·ä®-----100Č╚╝ė╝ė╣żų·ä®Ż¼░l┼▌ä®------120-125ąČĘ█-----Ę█ąČ═Ļ║¾±R▀_═Żų╣┴╦į┘┤“ķ_┤¾╔w2-3ĘųńŖ║¾į┘╗ņŽ┬ę╗╩ų┴ŽŻ©ūŅ║├╗ņ╬Õ╩ų┴ŽŪÕ└Ēę╗┤╬╗ņ║ŽÖCŻ®-----Ę█į┌Ń÷░Ķ═░┴ŅģsĄĮ40Č╚Š═┐╔įņ┴Ż╗“╝ė╚ļļp┬▌ŚU╔·«aŻ©Ń÷░Ķ═░äš▒žėąčŁŁhŃ÷ģs╦«Ż®ĪŻį┌╗ņ┴Ž╩Ū▒žĒÜūóęŌė^▓ņ£žČ╚║═Ģrķg╚ńę╗░ŃŃ÷Õü╗ņę╗╩ų┴Žį┌20-25ĘųńŖū¾ėęŻ¼¤ßÕüį┌12-15ĘųńŖū¾ėꯩ£žČ╚įOČ©125Č╚ū¾ė꯮Ż¼╚ń╣¹ĢrķgėąŽÓ▓Ņ3ĘųńŖ╗“Ė³ķL─Ū┐╔─▄╩ŪĖą£žŠĆėąå¢Ņ}╗“£ž┐ž▓╗£╩Ż¼╗“╗ņ║ŽÖC┼ŻĮŪĄČ─źōpć└ųžĪŻ▀@śėĢ■ė░Ēæ░l┼▌▒Č┬╩Ą─ĘĆČ©Ż¼Ņü╔½ĪŻįņ┴ŻĢr│Żę¬ūóęŌĖ„£ž┐ž£žČ╚╩Ūʱ£╩┤_Ż¼’LÖC╩Ūʱš²│Ż▀\▐DŻ¼ļŖ┴„Ą─┤¾ąĪŻ¼┴ŻūėĄ─┴ŻÅĮŻ¼▒Ē├µŻ¼ķLČ╚╩Ūʱš│┴ŽŻ¼Ž┬┴Ž╩ŪʱĘĆČ©Ż¼Ū¦╚f▓╗─▄öÓ┴ŽĄ─Ūķør░l╔·ĪŻ
╗ņ┴Ž╣ż╦ć═©▀^ė░Ēæ▓╗═¼ĮMĘųų«ķgĄ─Įėė|┼cĘ┤æ¬ė░ĒæĖ„ĮMĘųĄ─Ęų╔ó,▀MČ°ė░Ēæ▓─┴Žąį─▄ĪŻ╗ņ┴ŽĢr,æ¬įō▀xō±║Ž▀mĄ─╝ė┴ŽĒśą“Īó╝ė┴Ž£žČ╚Īó╝ė┴ŽĢrķgĪŻė╔ė┌─ŠĘ█Ę█┴Ž┼Ņ╦╔,╝ė┴Ž▀^│╠ųą╚▌ęū│÷¼FĪ░╝▄ś“Ī▒║═Ī░▒¦ŚUĪ▒¼FŽ¾ĪŻ╝ė┴Ž▓╗ĘĆČ©Ģ■╩╣öD│÷▓©äė,įņ│╔öD│÷┘|┴┐ĮĄĄ═,ę“┤╦▒žĒÜī”╝ė┴ŽĘĮ╩Į║═╝ė┴Ž┴┐ū„ć└Ė±Ą─┐žųŲ,ę╗░Ń▓╔ė├ÅŖųŲ╝ė┴Žčbų├╗“ćI╬╣┴Ž,ęį▒ŻūCöD│÷Ą─ĘĆČ©ĪŻPVC/─ŠĘ█Å═║Ž▓─┴ŽöD│÷░l┼▌│╔ą═ę╗░ŃĘųā╔▓ĮĘ©║═ę╗▓ĮĘ©ā╔ĘN╣ż╦ć┬ĘŠĆ:ā╔▓ĮĘ©╝┤Ž╚įņ┴Ż║¾│╔ą═;ę╗▓ĮĘ©╝┤╩Ī╚źįņ┴Ż╣żą“,▓╔ė├▒Ē├µĖ─ąį║¾Ą──ŠĘ█┼cPVC Ę█ĮøĖ▀╦┘╗ņ║Ž║¾ų▒Įė╝ė┴ŽöD│÷ĪŻčąŠ┐▒Ē├„:─Ė┴ŻĘ©(ā╔▓ĮĘ©)ėą└¹ė┌╠ßĖ▀PVC/─Š╦▄Ą─┴”īWąį─▄ĪŻ
2.│╔ą═£žČ╚
öD│÷╣ż╦ćŻ║
ų„ę¬ūóęŌęįŽ┬ÄūĘĮ├µ
a,öD│÷ÖCĖ„Č╬£žČ╚Ą─įOČ©Ż¼ĻPµI╩Ūē║┐sČ╬Ż¼ėŗ┴┐Č╬Ż¼─ŻŠ▀ĪŻĖ„£ž┐žĄ─£╩┤_ąį╚ń£ž┐ž▓╗£╩ė░ĒæĄĮ░l┼▌▒Č┬╩║═Ņü╔½ĪŻ░l┼▌ų„ę¬╩Ūē║┐sČ╬║═ėŗ┴┐Č╬£žČ╚Ą─įOČ©Ż¼│╔ą═ų„ę¬╩Ū─ŻŠ▀£žČ╚ĪŻ
b,Ė„Č╬’LÖCĄ─š²│Ż▀\▐DĪŻ
cŻ¼ų„ÖCļŖ┴„Ą─┤¾ąĪ║═ĘĆČ©ąįĪŻ╚ńų„ÖCļŖ┴„▓©äė▌^┤¾šf├„╗¼ä®.╝ė╣żų·ä®.└wŠS┼cPVCĖ„ĮMĘųų«ķgĘų╔ó▓╗╩Ū║▄Š∙ä“ĪŻ
d,ų„ÖC╦┘Č╚äš▒ž▒Ż│ųę╗śėŻ¼ę“╦┘Č╚Ą─┐ņ┬²Ģ■ė░ĒæĄĮ░l┼▌▒Č┬╩╝░Ņü╔½ĪŻ
įOČ©öD│÷│╔ą═£žČ╚æ¬┐╝æ]ĄĮ╬’┴Žį┌öD│÷ÖCÖC═▓ā╚Ą─╬’└Ēū„ė├║═╗»īWĘ┤æ¬ĪŻ╝ė┴ŽČ╬£žČ╚╝╚ę¬▒ŻūC╬’┴Ž─▄ē“┐ņ╦┘╚█╚┌,ūĶų╣ĘųĮŌÜŌ¾wĄ─╠ėę▌,ėųę¬Ę└ų╣░l┼▌ä®╠ßŪ░ĘųĮŌ;ē║┐sČ╬║═ėŗ┴┐Č╬£žČ╚įOČ©ätąĶę¬┐╝æ]ĄĮ╗»īW░l┼▌ä®ĘųĮŌ£žČ╚║═ĘųĮŌ╦┘┬╩,─ŠĘ█¤²Į╣║═PVCĘųĮŌĄ╚ę“╦ž;ÖCŅ^£žČ╚æ¬╩╣╚█¾w▒Ż│ų┴╝║├┴„äėąįĄ─═¼Ģr,Š▀ėąūŃē“Ą─╚█¾wżČ╚,ęįŠS│ųÖCŅ^ā╚Ą─╚█¾w╠Äė┌Ė▀ē║Ž┬,╩╣ų«į┌ÖCŅ^ā╚▓╗░l┼▌ĪŻę”ūŻŲĮšJ×ķį┌│õĘų╦▄╗»Ą─Śl╝■Ž┬,æ¬▓╔ė├Ą═£žöD│÷ĪŻ┬▌ŚU║═│╔ą═─ŻŠ▀Ą╚įOéõę▓權▀ėąĄ═£žöD│÷╠žąį,ęį▒ŻūC┼▌┐ūėą┴╝║├Ą─ą╬æB║═▌^ąĪĄ─ų▒ÅĮĪŻ╝ė┴ŽČ╬£žČ╚æ¬┐žųŲį┌165ĪµęįŽ┬,ē║┐sČ╬║═Š∙╗»Č╬į┌160~180Īµų«ķg,ÖCŅ^║═┐┌─ŻįOį┌160ĪµęįŽ┬ĪŻ
3.┬▌ŚU▐D╦┘
┬▌ŚU▐D╦┘ī”öD│÷░l┼▌Ą─ė░Ēæų„ę¬¾w¼Fį┌ęįŽ┬ÄūéĆĘĮ├µ:ę╗╩Ūė░ĒæöD│÷ē║┴”,▐D╦┘įĮĖ▀,öD│÷ÖCā╚ē║┴”įĮ┤¾,Å─Č°įĮėą└¹ė┌│╔║╦,│╔║╦Ą─┼▌┐ūöĄ─┐ę▓įĮČÓ,░l┼▌┬╩ę▓Š═įĮĖ▀ĪŻĄ½ē║┴”▀^Ė▀Ģr│╔║╦Ą─┼▌┐ū╔·ķL╩▄ĄĮęųųŲ,ė░Ēæ┼▌┐ūĄ─│õĘų╔·ķL;Č■╩Ū┬▌ŚU▐D╦┘įĮĖ▀,╝¶Ūąū„ė├įĮÅŖ,╝¶Ūąū„ė├▀^ÅŖĢr╚▌ęū╩╣┼▌┐ū║Ž▓ó╗“ŲŲ┴č,ė░Ēæ░l┼▌¾w┘|┴┐║═Ą═├▄Č╚┼▌─Ł╦▄┴ŽĄ─ą╬│╔;╚²╩Ū┬▌ŚU▐D╦┘▀^Ė▀╗“▀^Ą═,╩╣═Ż┴¶Ģrķg▀^Č╠╗“▀^ķL,╚▌ęū░l╔·╠ßŪ░░l┼▌╗“░l┼▌ä®ĘųĮŌ▓╗│õĘųĄ╚¼FŽ¾,▓╗└¹ė┌ą╬│╔Š∙ä“╝Ü├▄Ą─┼▌┐ūĮYśŗĪŻę“┤╦į┌Ųõ╦³ė░Ēæę“╦ž▓╗ūāĄ─ŪķørŽ┬,┬▌ŚU▐D╦┘┤µį┌ę╗éĆūŅ╝čųĄ,ę╗░Ńį┌12~18r/min ų«ķgĪŻ
4.öD│÷ē║┴”
öD│÷ē║┴”▓╗ūŃĢ■įņ│╔ųŲŲĘ▒Ē├µ┤ų▓┌ĪóÅŖČ╚Ą═,Č°▌^Ė▀Ą─öD│÷ē║┴”▓╗āH─▄┐žųŲÖCŅ^ā╚Ą─║¼ÜŌ╚█¾w▓╗╠ßŪ░░l┼▌,Č°Ūę╩╣ÖCŅ^┐┌─Żā╚═Ōē║▓Ņ┤¾,Å─Č°╩╣ē║ĮĄ╦┘┬╩Ė▀,ėą└¹ė┌ÜŌ┼▌│╔║╦,│╔║╦Ą─ÜŌ┼▌öĄ┴┐į÷ČÓ,░l┼▌┬╩ę▓ļSų«į÷┤¾,ėą└¹ė┌Ą├ĄĮŠ∙ä“╝Ü├▄Ą─┼▌┐ūĮYśŗĪŻĄ½öD│÷ē║┴”▀^Ė▀ī”┼▌┐ūĄ─╔·ķL▓╗└¹ĪŻę¬Ą├ĄĮ▀mę╦Ą─ÖCŅ^ē║┴”,┐╔ęį═©▀^š{╣Ø┬▌ŚU▐D╦┘ĪóÖCŅ^£žČ╚╝░┐┌─Żą╬ĀŅüĒīŹ¼FĪŻ
5.│╔ą═įOéõ
å╬┬▌ŚUöD│÷ÖCų„ę¬┐┐─”▓┴▌ö╦═╬’┴Ž,╗ņ¤Æą¦╣¹▓Ņ,─ŠĘ█į┌ÖC═▓ųą═Ż┴¶ĢrķgķL,ęū¤²Į╣,ę“┤╦,į┌PVC/─Š╦▄Å═║Ž▓─┴ŽöD│÷ųą╩▄ĄĮ▌^┤¾Ą─Ž▐ųŲĪŻ×ķ┴╦╠ßĖ▀PVC/─Š╦▄Ą─╗ņ║Žą¦╣¹,ė├ė┌PVC/─Š╦▄╝ė╣żĄ─å╬┬▌ŚUæ¬įōįO╗ņ¤Æģ^,╗“š▀Ž╚įņ┴Ż,╚╗║¾ė├┴Ż┴ŽöD│÷│╔ą═,Ą½▀@éĆ▀^│╠Ž¹║─┴╦ų·ä®,ĮĄĄ═┴╦PVCąį─▄ĪŻ
5Īóå¢Ņ}ĮŌøQī”▓▀
|
ą“╠¢ |
▓╗š²│Ż¼FŽ¾ |
įŁę“ |
ĮŌøQĘĮĘ© |
éõūó |
|
1 |
░Õ├µ░l³S |
ĘĆČ©ä®▓╗ūŃ |
į÷╝ėĘĆČ©ä®ĘųöĄ |
|
|
═ŌØÖ╗¼▓╗ūŃŻ¼─”▓┴┤¾Ż¼ę²Ų╬’┴ŽĘųĮŌ |
į÷╝ė═Ō╗¼ĘųöĄ |
|||
|
£žČ╚įOČ©╠½Ė▀ |
ĮĄĄ═£žČ╚ |
|||
|
2 |
░Õ▓─▒Ē├µųą▓┐░l³S |
─ŻŠ▀Šų▓┐£žČ╚įOČ©Ė▀ |
ĮĄĄ═ŽÓæ¬╠Ä£žČ╚ |
|
|
═Ō╗¼▓╗ūŃ |
į÷╝ė═Ō╗¼ĘųöĄ |
|||
|
öD│÷ÖC5 ģ^£žČ╚Ė▀ |
ĮĄĄ═ŽÓæ¬╠Ä£žČ╚ |
|||
|
3 |
░Õ▓─║±Č╚▓╗Š∙ |
─Ż┤Į┐pŽČ▓╗║Ž└Ē |
š{╣Ø─Ż┤Į║±Č╚ |
|
|
ūĶ┴„ēKš{╣Ø▓╗«ö |
š{╣ØūĶ┴„ēK |
|||
|
═Ō╗¼▀^┴┐ |
ĮĄĄ══Ō╗¼ĘųöĄ |
|||
|
ā╚╗¼▓╗ūŃ |
╠ßĖ▀ā╚╗¼ĘųöĄ |
|||
|
─ŻŠ▀£žČ╚įOų├▓╗║Ž└Ē |
š{š¹─ŻŠ▀£žČ╚ |
|||
|
4 |
░Õ▓─░l┤Ó |
öD│÷ÖC£žČ╚įOų├╠½Ė▀ |
ĮĄĄ═£žČ╚ |
|
|
öD│÷ÖC£žČ╚įOų├╠½Ą═ |
╠ßĖ▀£žČ╚ |
|||
|
┼õĘĮ▓╗║Ž└Ē |
š{š¹┼õĘĮ |
|||
|
5 |
░Õ▓─▒Ē├µ▓╗╣Ō╗¼ |
═Ō╗¼▓╗ūŃ |
į÷╝ė═Ō╗¼ĘųöĄ |
|
|
╝ė╣żų·ä®▓╗ūŃ |
į÷╝ėĘųöĄ |
|||
|
╠Ņ┴Ž╗“š▀ų·ä®Ęų╔ó▓╗│õĘų |
š{š¹╠Ņ┴Ž╗“ų·ä®ĘųöĄ |
|||
|
─ŻŠ▀£žČ╚įOų├╠½Ą═ |
╠ßĖ▀─ŻŠ▀£žČ╚ |
|||
|
öD│÷ÖCĪó─ŻŠ▀£žČ╚įOų├╠½Ė▀ |
ĮĄĄ═£žČ╚ |
|||
|
6 |
ėą┤╣ų▒ė┌öD│÷ĘĮŽ“Ą─Śl╝y |
░l┼▌š{╣Ø䮚│Č╚╠½Ė▀ |
š{š¹░l┼▌š{╣Øä®┼Ų╠¢ |
|
|
öD│÷ÖC£žČ╚įOų├╠½Ą═ |
╠ßĖ▀öD│÷ÖC£žČ╚ |
|||
|
─ŻŠ▀£žČ╚įOų├╠½Ą═ |
╠ßĖ▀─ŻŠ▀£žČ╚ |
|||
|
Ā┐ę²╦┘Č╚╠½┐ņ |
ĮĄĄ═Ā┐ę²╦┘Č╚ |
|||
|
7 |
░Õ▓─ā╚ėą┤¾┼▌ |
╚█¾wÅŖČ╚▓╗ūŃ |
į÷╝ė░l┼▌ä®ė├┴┐ |
|
|
öD│÷ÖC5 ģ^£žČ╚╠½Ė▀ |
ĮĄĄ═ī”欣žČ╚ |
|||
|
ī”æ¬╠Ä─ŻŠ▀£žČ╚Ė▀ |
ĮĄĄ═ī”æ¬╠Ä£žČ╚ |
|||
|
ėąļs┘| |
ūóęŌįŁ┴Žļs┘| |
|||
|
╗ž┴ŽēK┤¾ |
╗ž┴Ž─źĘ█ |
|||
|
8 |
░Õ├µÅØŪ· |
╚²▌ü£žČ╚įOų├▓╗║Ž└Ē |
š{╣Ø£žČ╚įOų├ |
|
|
ÅSĘ┐ā╚Šų▓┐£ž▓Ņ┤¾╗“š▀┐šÜŌī”┴„╠½┐ņ |
Ė─╔ŲÅSĘ┐ŁhŠ│ |
|||
|
9 |
░l┼▌Ų¼┼▌┐ū┤¾ |
öD│÷ÖC£žČ╚įOČ©Ė▀ |
ĮĄĄ═£žČ╚ |
|
|
░l┼▌š{╣Øä®╔┘ |
╠ßĖ▀ė├┴┐ |
|||
|
ØÖ╗¼š{ä®▓╗«ö |
š{š¹┼õ▒╚ |
|||
|
10 |
░Õ▓─║±Č╚▓╗ęū┐žųŲŪęüĒ╗žęŲäė |
═Ō╗¼╠½ČÓ |
ĮĄĄ══Ō╗¼ė├┴┐ |
|
|
─ŻŠ▀£žČ╚▓╗ĘĆČ© |
ąŻš²£žČ╚▒ĒŻ¼╠ßĖ▀┐žųŲŠ½Č╚ |
|||
|
11 |
Ų¼▓─ąŠ▓┐┼▌┐ū┤¾Ż¼▒Ē├µ┼▌┐ūąĪ |
ų„ÖC£žČ╚Ė▀ |
ĮĄĄ═ų„ÖC£žČ╚ |
|
|
ØÖ╗¼š{╣Ø▓╗«ö |
š{š¹┼õ▒╚ |
|||
|
╚█¾wÅŖČ╚▓╗ūŃ |
╠Ē╝ė░l┼▌š{╣Øä®ė├┴┐
|
Č■ĪóPVC─Š╦▄«aŲĘ┤µį┌Ą─▓╗ūŃ
Aūā╔½å¢Ņ}
ī¦ų┬ūā╔½Ą─įŁę“║▄ČÓ╚ńŻ║ūŽ═ŌŠĆĪó£žČ╚ĪóرČ╚Īó┐šÜŌ║═«aŲĘ╦∙╠ÄŁhŠ│Ą─╦ßēAČ╚Ą╚ĪŻ
╚ń║╬Ę└ų╣«aŲĘūā╔½:
a╔½Ę█▀x╔½└╬Č╚Īó┐╣▀węŲąįĪó─═Ė▀£žĪó─═¤ßąį║├Ą─╔½Ę█ĪŻ
b▀x▓╗ęū╬÷│÷Ą─ØÖ╗¼ä®ĪŻ
c╝ė┐╣č§ä®,ūŽ═ŌŠĆ╬³╩šä®üĒ╠ßĖ▀ųŲŲĘĄ──═║“ąįĪŻ
dØMūŃ╝ė╣żę¬Ū¾▒M┐╔─▄ĮĄĄ═╝ė╣ż£žČ╚ĪŻ
e«aŲĘ▒Ē├µćŖ═┐─═║“ąį║├Ą──═║“ŲßĪŻ
f╣▓öD─═║“ąį║├Ą─▓─┴ŽĪŻ
Būāą╬å¢Ņ}
ūāą╬ų„ę¬╩Ū«aŲĘĄ─ŠS┐©Ą═¤ßūāą╬▓Ņ,ę¬╠ßĖ▀┐╣¤ßūāą╬ų„ę¬Å─ęįŽ┬ÄūĘĮ├µ╚ļ╩ųŻ║
a▒M┐╔─▄▓╗╝ė╗“╔┘╝ėė░Ēæ▓─┴Žūāą╬Ą─ų·ä®╚ńĄ═╚█³cĄ─ØÖ╗¼ä®ĪóCPEĪóDOPĪóŁhč§┤¾Č╣ė═Ą╚ĪŻ
b║Ž└ĒĄ─ØÖ╗¼¾wŽĄ║═ė├┴┐.
c║Ž└ĒĄ─╔·«a╣ż╦ć╚ń╔·«a╦┘Č╚,└õģs╦«£žĪŻ
dĮĄĄ═ųŲŲĘā╚æ¬┴”ĪŻ
e─ŻŠ▀Ą─║Ž└ĒįOėŗĪŻ
F░ļ│╔ŲĘĄ─ö[Ę┼║═ā”┤µĪŻ
g╠Ņ│õĄ─ĘNŅÉ╝░ė├┴┐Ą─║Ž└Ē┤Ņ┼õęį▒Ń╠ßĖ▀─Š╦▄Ą─ŽÓĻPÖCąĄąį─▄╚ńø_ō¶ÅŖČ╚,┐╣ÅØÅŖČ╚Īó─Ż┴┐Ą╚ĪŻ
CūĶ╚╝å¢Ņ}
─Š╦▄Ą─▓─┴ŽĮM│╔Š═Š▀ėąūĶ╚╝ąį─▄ĪŻĻPµI╩Ūę¬╠ßĖ▀Ųõč§ųĖöĄ║═ĮĄĄ═╚╝¤²ĢrĄ─░l¤¤┴┐ĪŻ┐╔ęį╠Ņ│õūĶ╚╝䮯¼į÷╦▄ä®╩╣ė├┬╚╗»╩»Ž×ĪŻ
- ╔Žę╗Ų¬Ż║┐╣Š·─Ė┴Żį┌╦▄┴Ž╔ŽĄ─æ¬ė├┼cŪ░Š░ 2022/6/28
- Ž┬ę╗Ų¬Ż║▀B└m└wŠSį÷ÅŖ¤ß╦▄ąįÅ═║Ž▓─┴Žį┌╣PļŖĪó╩ųÖCĄ╚Ž¹ 2022/6/28